  |
| Politica de confidentialitate |
|
|
| • domnisoara hus • legume • istoria unui galban • metanol • recapitulare • profitul • caract • comentariu liric • radiolocatia • praslea cel voinic si merele da aur | |
realizarea UNOR maSini automate de asamblare
Prezentare generala.
In capitolele anterioare ale lucrarii au fost puse in evidenta principalele aspecte privind sistemele de alimentare cu piese in procesele de asamblare cum ar fi:
modalitatile de mecanizare si automatizare a operatiilor de alimentare cu piese;
sistemele de alimentare cu piese;
erorile de orientare a pieselor dupa suprafetele cilindrice exterioare sau interioare;
generalizarea relatiilor de calcul a valorilor erorilor de orientare a pieselor, etc.
In urma cercetarilor efectuate si a vastei experiente acumulate in decursul a peste 40 de ani de activitate a ICTCM Bucuresti, au fost realizate, printre altele, pentru beneficiari din tara si strainatate o serie de masini automate (mecanizate) pentru asamblarea diverselor produse de gabarit redus (rulmenti cu bile, amortizoare pentru autoturisme, intrerupatoare de curent pentru iluminatul casnic, dulii pentru becuri de iluminat, relee pentru centralele telefonice, arbori cardanici, bujii, pompe de benzina, armaturi industriale, zale interioare pentru lanturi, etc.), sau produse de gabarit mare (combine agricole, autocamioane, autoturisme, utilaj minier, etc.).
In figura 1 este prezentat ansamblul 'Zala interioara' din componenta lanturilor petroliere.
Fig. 1 Zala interioara
Ansamblul 'Zala interioara' se compune din urmatoarele repere:
eclisa superioara;
bucsa;
rola;
eclisa inferioara.
In continuare sunt prezentate principalele aspecte teoretice si solutiile tehnice care au stat la baza realizarii unor masini automate pentru asamblarea zalelor interioare care intra in componenta lanturilor petroliere executate la SC INDEPENDEN}A SA Sibiu, in lucrare sunt puse in evidenta in principal aspectele legate de orientarea pieselor in dispozitivele de asamblare.
Avand in vedere problematica complexa a alimentarii cu piese cat si a celorlalte conditii legate de structura sistemelor de alimentare cu piese descrise in cadrul prezentei lucrari a rezultat necesitatea prezentarii acestor aspecte pe un ansamblu reprezentativ. S-a ales ca ansamblu reprezentativ produsul cunoscut sub denumirea "Zala interioara" din productia de lanturi petroliere.
}inand cont de gama mare de tipodimensiuni de lanturi petroliere implicit si a zalelor interioare componente, care au aceeasi solutie constructiva, in cele ce urmeaza se vor analiza o parte din aspectele legate de asamblarea unor zale interioare pentru dimensiunea standard de zale 32A(2') conform documentatiei de executie, (zona marcata in tabelul 1).
Gama de tipodimensiuni standardizate de zale de lant este prezentata in tabelul 1 in care au fost folosite notatiile din figura 1.
Tabelul 1. Dimensiunile principale ale ansamblului Zala interioara
(extras din documentatia de executie de la SC INDEPENDEN}A SIBIU)
|
Simbolul lantului |
Pasul |
Latimea interioara |
Latimea peste eclisele interioare |
Diametrul exterior al rolei |
Diametrul interior al bucsei |
Latimea eclisei |
|
|
p |
amin |
a1max |
d1max |
D2min |
b1max |
||
|
(mm) |
(in) |
(mm) |
(mm) |
(mm) |
(mm) |
(mm) |
|
|
12A |
|
|
|
|
|
|
|
|
16A |
|
|
|
|
|
|
|
|
20A |
|
|
|
|
|
|
|
|
24A |
|
|
|
|
|
|
|
|
28A |
|
|
|
|
|
|
|
|
32A |
|
|
|
|
|
|
|
|
40A |
|
|
|
|
|
|
|
2. Analiza fabricatiei produselor.
In vederea determinarii valorilor efective ale erorilor de orientare pentru fiecare reper com-ponent al produsului 'zala interioara' s-a ales din productia de serie de la SC INDEPENDEN}A Sibiu cate un lot de 100 de piese din fiecare reper cu precizarea ca piesele au fost alese din lotul admis la controlul de calitate efectuat la producator conform tehnologiei proprii de fabricatie, unde exista mijloace specializate pentru controlul automat al principalelor dimensiuni ale elementelor componente ale unei zale de lant.
Determinarea valorilor efective ale fiecarui reper s-a facut cu ajutorul mijloacelor de masura si control din dotarea laboratorului CTC de la ICTCM SA Bucuresti, printre aceste mijloace s-a utilizat si un microscop mare din atelier tip: CARL ZEISS - JENA 334 Germania avand valoarea diviziunii de 1 m.
a) Eclisa interioara 32A (2")
Pentru studiul distributiei dimensiunilor eclisei interioare s-au masurat valorile diametrelor celor doua suprafete cilindrice exterioare d1 respectiv d2, diametrelor celor doua suprafete cilindrice interioare D1 respectiv D2 si distanta dintre axele suprafetelor A (figura 2) in baza carora s-au trasat histogramele si poligoanele frecventelor care vor fi prezentate in continuare (figurile 3 . 7).
Fig.2. Eclisa interioara.
Pentru trasarea histogramei distributiei, in abscisa se iau intervalele de dimensiuni si in ordonata frecventele absolute ni, dupa care se traseaza histograma distributiei empirice a dimensiunilor.
In cazul in care in abscisa se ia media intervalelor si in ordonata frecventa ni se traseaza histograma devenita poligonul frecventelor.
Din histogramele empirice de distributie si in general din activitatea practica se observa ca:
a) intervalele centrale au frecvente mai mari decat intervalele laterale la care frecventa scade in mod treptat;
b) repartitia (distributia) dimensiunilor are loc de o parte si de alta a valorii centrale.
Aceasta ca urmare a actiunii erorilor intamplatoare a caror marime si sens sunt variabile intamplatoare.
In cazul in care in domeniul amplitudinii W, numarul de intervale se mareste la infinit si simultan cu aceasta se restrang limitele intervalelor, linia franta a poligonului de frecventa se va transforma, de cele mai multe ori, intr-o curba continua in forma de clopot care poarta denumirea de curba teoretica a distributie normala (curba Gauss - Laplace).
Curba de distributie normala are caracteristic doi parametri principali:
![]() este media ponderata
a dimensiunilor, denumita impropriu si media aritmetica care corespunde de
regula cu maximul curbei de distributie;
este media ponderata
a dimensiunilor, denumita impropriu si media aritmetica care corespunde de
regula cu maximul curbei de distributie;
este
abaterea medie patratica a dimensiunilor in raport cu ![]() .
.
Media ponderata a dimensiunilor ![]() se calculeaza cu relatia
se calculeaza cu relatia
 (1)
(1)
iar abaterea medie patratica a
dimensiunilor se calculeaza cu relatia  (2)
(2)
in care:
M0
este o valoare medie arbitrara egala cu ![]() pentru care frecventa
pentru care frecventa ![]() este maxima care de
regula este si media dimensiunilor respective;
este maxima care de
regula este si media dimensiunilor respective;
a este amplitudinea intervalului (diferenta dintre valorile medii la doua intervale consecutive);
-
![]() este valoarea de ordin i a marimii x (media intervalelor de
dimensiuni);
este valoarea de ordin i a marimii x (media intervalelor de
dimensiuni);
-
![]() este frecventa valorii xi (numarul de repetari ale valorii xi,
pentru fiecare interval in
este frecventa valorii xi (numarul de repetari ale valorii xi,
pentru fiecare interval in
parte);
- N este numarul total de cazuri posibile ![]()
-
![]() este probabilitatea (sau ponderea) valorii xi;
este probabilitatea (sau ponderea) valorii xi;
In tabelele 2 si 3 s-au trecut in ordinea masurarii valoril diametrelor d1 si d2 pentru cele 100 de piese (eclise). Masurarea s-a efectuat cu un microscop tip CARL ZEISS - JENA 334 cu precizie de citire de 0,001mm.
Tabelul 2. Valorile efective ale diametrului d1 in ordinea masurarii.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Tabelul 3. Valorile efective ale diametrului d2 in ordinea masurarii.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Din tabelele 2 si 3 pentru diametrele d1 respectiv d2 rezulta:
def.min = 47,500 (mm)
def.max. = 48,100 (mm)
Se calculeaza amplitudinea dimensiunilor diametrelor d1 respectiv d2:
W = def. max. - def. min. sau: W = eef. max. - eef. min (3)
in care:
def.min. este diametrul efectiv minim
def.max. este diametrul efectiv maxim
eef.min. este abaterea efectiva minima
eef.max. este abaterea efectiva maxima
Rezulta:
W = def. max. - def. min. (![]() m)
m)
Amplitudinea W se imparte in mai multe intervale de dimensiuni:
Numarul intervalelor se ia
i
Numar mare de intervale se ia pentru loturi mari de piese si invers. Se recomanda sa se ia un numar impar de intervale
Se adopta numarul de intervale:
i = 5 (intervale)
Amplitudinea intervalului "a" este:
![]() (
(![]() m)
(4)
m)
(4)
Cu aceste valori, pentru diametrele d1 si d2, rezulta intervalele de dimensiuni trecute in tabelele 4 si 5
Tabelul 4. Frecventa aparitiei valorilor efective ale diametrului d1.
|
Intervalele de dimensiuni |
Media intervalului Xi |
Frecventa ni |
a |
M0 |
|
|
|
|
|
|
||
|
Nr. crt. |
Peste |
la |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
TOTAL |
|
|
|
|
|
|
|
|
|
|||
Tabelul 5. Frecventa aparitiei valorilor efective ale diametrului d2.
|
Intervalele de dimensiuni |
Media intervalului Xi |
Frecventa ni |
a |
M0 |
|
|
|
|
|
|
||
|
Nr. crt. |
Peste |
la |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
TOTAL |
|
|
|
|
|
|
|
|
|
|||
In tabelele 6 si 7 s-au trecut in ordinea masurarii valorile diametrelor D1 si D2 pentru cele 100 de piese (eclise).
Tabelul Valorile efective ale diametrului D1 in ordinea masurarii.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Tabelul 7. Valorile efective ale diametrului D2 in ordinea masurarii.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Din tabelele 6 si 7 pentru diametrele D1 respectiv D2 rezulta:
Def.min = 20,350 (mm)
Def.max. = 20,415 (mm)
Rezulta amplitudinea dimensiunilor diametrelor D1 respectiv D2:
W = 65 (![]() m)
m)
Amplitudinea W se imparte 5 intervale de dimensiuni, rezulta:
a=
13 (![]() m)
m)
Cu aceste valori, pentru diametrele D1 si D2, rezulta intervalele de dimensiuni trecute in tabelele 8 si 9
Tabelul 8. Frecventa aparitiei valorilor efective ale diametrului D1.
|
Intervalele de dimensiuni |
Media intervalului Xi |
Frecventa ni |
a |
M0 |
|
|
|
|
|
|
|||
|
Nr. crt. |
Peste |
la |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
||||||
|
TOTAL |
|
|
|
|
|
|
|
|
|
|
|||
Tabelul 9. Frecventa aparitiei valorilor efective ale diametrului D2.
|
Intervalele de dimensiuni |
Media intervalului Xi |
Frecventa ni |
a |
M0 |
|
|
|
|
|
|
|||
|
Nr. crt. |
Peste |
la |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
||||||
|
TOTAL |
|
|
|
|
|
|
|
|
|
|
|||
In tabelul 10 s-au trecut in ordinea masurarii valorile distantei A dintre axe pentru cele 100 de piese (eclise).
Tabelul 10. Valorile efective ale distantei dintre axe A in ordinea masurarii.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Din tabelul 10 pentru distanta dintre axe A rezulta:
Aef.min = 50,773 (mm)
Aef.max. = 50,828 (mm)
Rezulta amplitudinea dimensiunilor distantei dintre axe A:
W
= 55 (![]() m)
m)
Amplitudinea W se imparte 5 intervale de dimensiuni, rezulta:
a=
11 (![]() m)
m)
Pentru distanta dintre axe A, rezulta intervalele de dimensiuni din tabelul 11
Tabelul 11. Frecventa aparitiei valorilor efective ale distantei dintre axe A.
|
Intervalele de dimensiuni |
Media intervalului Xi |
Frecventa ni |
a |
M0 |
|
|
|
|
|
|
||
|
Nr. crt. |
Peste |
la |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
TOTAL |
|
|
|
|
|
|
|
|
|
|||
In figurile 3; 4; 5; 6 si 7 sunt reprezentate histogramele si poligoanele frecventelor corespunzatoare diametrelor suprafetelor cilindrice exterioare d1 respectiv d2, ale suprafetelor cilindrice interioare D1 respectiv D2 si ale distantei dintre axe A.
Analizand
datele din tabelele 4; 5; 8; 9 si 11 respectiv din figurile 3 . 7 se constanta
ca media ponderata a dimensiunilor masurate (![]() ) corespunde (cu o variatie nesemnificativa) cu centrul
campului de toleranta (M0), iar dispersia (6) se incadreaza in
campul de tolarante (6eef.max -
eef.min); aceasta conduce la concluzia ca procesul tehnologic
de fabricatie al reperului eclisa interioara este stabil ca precizie si
reglaj.
) corespunde (cu o variatie nesemnificativa) cu centrul
campului de toleranta (M0), iar dispersia (6) se incadreaza in
campul de tolarante (6eef.max -
eef.min); aceasta conduce la concluzia ca procesul tehnologic
de fabricatie al reperului eclisa interioara este stabil ca precizie si
reglaj.
Erorile de orientare a pieselor vor fi determinate luandu-se in calcul valorile pentru pozitiile extreme pe care le poate ocupa o piesa in dispozitivul de alimentare, insa asa cum au fost prezentate mai sus rezultatele masuratorilor, rezulta ca numai o mica parte din piese sunt executate la dimensiunile extreme (minim sau maxim); aceasta conduce la concluzia ca obtinerea unor erori de orientare cu valori maxime se obtin (in cazul unei distributii apropiata de distributia normala) pentru o parte foarte mica de piese cca. 5%
b) Bucsa 32 A (2")
Pentru studiul distributiei dimensiunilor s-au masurat valorile diametrului exterior d respectiv ale diametrului interior D (figura8) in baza carora s-au trasat histogramele si poligoanele frecventelor aferente acestora (figurile 9 si 10).
Fig. 8. Bucsa 32A (2").
In tabelele 12 si 13 s-au trecut in ordinea masurarii valorile diametrului exterior d respectiv diametrului interior D pentru cele 100 piese (bucsa 32A).
Tabelul 12. Valorile efective ale diametrului d in ordinea masurarii.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Tabelul 13. Valorile efective ale diametrului D in ordinea masurarii.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Din tabelul 12 pentru diametrul d rezulta:
def.min = 20,480 (mm)
def.max. = 20,500 (mm)
Rezulta amplitudinea dimensiunilor diametrului d:
W
= 20 (![]() m)
m)
Amplitudinea W se imparte 5 intervale de dimensiuni, rezulta:
a=
4 (![]() m)
m)
Cu aceste valori, pentru diametrul d, rezulta intervalele de dimensiuni din tabelul 14.
Tabelul 14. Frecventa aparitiei valorilor efective ale diametrului d.
|
Intervalele de dimensiuni |
Media intervalului Xi |
Frecventa ni |
a |
M0 |
|
|
|
|
|
|
||
|
Nr. crt. |
Peste |
la |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
TOTAL |
|
|
|
|
|
|
|
|
|
|||
Din tabelul 13 pentru diametrul D rezulta:
Def.min = 14,380 (mm)
Def.max. = 14,450 (mm)
Rezulta amplitudinea dimensiunilor diametrului D:
W
= 70 (![]() m)
m)
Amplitudinea W se imparte 5 intervale de dimensiuni, rezulta:
a=
14 (![]() m)
m)
Cu aceste valori, pentru diametrul D, rezulta intervalele de dimensiuni din tabelul 15, iar in figurile 9 si 10 sunt reprezentate, in baza datelor din tabelele 14 si 15, histogramele si poligoanele frecventelor corespunzatoare diametrelor suprafetei cilindrice exterioare d respectiv ale suprafetelor cilindrice interioare D.
Tabelul 15. Frecventa aparitiei valorilor efective ale diametrului D.
|
Intervalele de dimensiuni |
Media intervalului Xi |
Frecventa ni |
a |
M0 |
|
|
|
|
|
|
||
|
Nr. crt. |
Peste |
la |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
TOTAL |
|
|
|
|
|
|
|
|
|
|||
Analizand datele din tabelele 14 si 15
respectiv din figurile 9 si 10 se constanta ca media ponderata a dimensiunilor
masurate (![]() ) corespunde (cu o variatie nesemnificativa) cu centrul
campului de toleranta (M0), iar dispersia (6) se incadreaza in
campul de tolarante (6eef.max -
eef.min); aceasta conduce la concluzia ca procesul tehnologic
de fabricatie al reperului bucsa 32A este stabil ca precizie si reglaj.
) corespunde (cu o variatie nesemnificativa) cu centrul
campului de toleranta (M0), iar dispersia (6) se incadreaza in
campul de tolarante (6eef.max -
eef.min); aceasta conduce la concluzia ca procesul tehnologic
de fabricatie al reperului bucsa 32A este stabil ca precizie si reglaj.
c) Rola 32 A (2")
Pentru studiul distributiei dimensiunilor s-au masurat valorile diametrului exterior d respectiv ale diametrului interior D (figura11) in baza carora s-au trasat histogramele si poligoanele frecventelor aferente acestora (figurile 12 si 13).
Fig. 11. Rola 32A (2").
In tabelele 16 si 17 s-au trecut in ordinea masurarii valorile diametrului exterior d respectiv diametrului interior D pentru cele 100 piese (Rola 32A).
Tabelul 1 Valorile efective ale diametrului d in ordinea masurarii.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Tabelul 17. Valorile efective ale diametrului D in ordinea masurarii.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Din tabelul 16 pentru diametrul d rezulta:
def.min = 28,530 (mm)
def.max. = 28,580 (mm)
Rezulta amplitudinea dimensiunilor diametrului d:
W
= 50 (![]() m)
m)
Amplitudinea W se imparte 5 intervale de dimensiuni, rezulta:
a=
10 (![]() m)
m)
Cu aceste valori, pentru diametrul d, rezulta intervalele de dimensiuni din tabelul 18.
Tabelul 18. Frecventa aparitiei valorilor efective ale diametrului d.
|
Intervalele de dimensiuni |
Media intervalului Xi |
Frecventa ni |
a |
M0 |
|
|
|
|
|
|
||
|
Nr. crt. |
Peste |
la |
||||||||||
|
|
|
|
|
|
|
28,555 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
TOTAL |
|
|
|
|
|
|
|
|
|
|||
Din tabelul 17 pentru diametrul D rezulta:
Def.min = 20,665 (mm)
Def.max. = 20,865 (mm)
Rezulta amplitudinea dimensiunilor diametrului D:
W
= 200 (![]() m)
m)
Amplitudinea W se imparte 5 intervale de dimensiuni, rezulta:
a=
40 (![]() m)
m)
Cu aceste valori, pentru diametrul D, rezulta intervalele de dimensiuni din tabelul 19, iar in figurile 12 si 13 sunt reprezentate, in baza datelor din tabelele 18 si 19, histogramele si
poligoanele frecventelor corespunzatoare diametrelor suprafetei cilindrice exterioare d respectiv alesuprafetelor cilindrice interioare D.
Tabelul 19. Frecventa aparitiei valorilor efective ale diametrului D.
|
Intervalele de dimensiuni |
Media intervalului Xi |
Frecventa ni |
a |
M0 |
|
|
|
|
|
|
||
|
Nr. crt. |
Peste |
la |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
TOTAL |
|
|
|
|
|
|
|
|
|
|||
Analizand
datele din tabelele 18 si 19 respectiv din figurile 12 si 13 se constanta ca
media ponderata a dimensiunilor masurate (![]() ) corespunde (cu o variatie nesemnificativa) cu centrul campului
de toleranta (M0), iar dispersia (6) se incadreaza in campul
de tolarante (6eef.max - eef.min);
aceasta conduce la concluzia ca procesul tehnologic de fabricatie
al reperului bucsa 32A este stabil ca precizie si reglaj
) corespunde (cu o variatie nesemnificativa) cu centrul campului
de toleranta (M0), iar dispersia (6) se incadreaza in campul
de tolarante (6eef.max - eef.min);
aceasta conduce la concluzia ca procesul tehnologic de fabricatie
al reperului bucsa 32A este stabil ca precizie si reglaj
3. Contributii teoretice privind determinarea valorilor erorilor de orientare.
Determinarea valorilor erorilor de orientare a reperelor componente ale ansamblului Zala interioara se face cu ajutorul programelor de calcul elaborate la capitolul 5 si are ca scop final alegerea solutiei optime pentru realizarea dispozitivelor de asamblare.
Asa cum s-a prezentat la capitolele 3 si 4, in varianta aleasa pentru studiu, orientarea unei piese dupa suprafetele (suprafata) cilindrice exterioare se poate face fata de un plan fix sau o prisma fixa, iar pentru suprafetele cilindrice interioare a fost studiata orientarea pieselor fata de dornuri (cepi) de orientare.
Dupa
cum s-a precizat la capitolul 2 eroarea
de orientare admisibila se poate calcula cu relatia urmatoare![]() :
:
![]() , (5)
, (5)
unde:
![]() este precizia medie
economica;
este precizia medie
economica;
![]() este toleranta piesei.
este toleranta piesei.
Avand in vedere aceste precizari, in continuare se vor prezenta valorile erorilor de orientare pentru fiecare reper sub forma unor imagini ale ferestrei de lucru a calculatorului sau dupa caz tabelar, cu precizarea ca au fost pastrate notatiile utilizate la capitolele anterioare.
a) Eclisa interioara 32A (2").
Avand in vedere simetria reperului eclisa interioara, in programul de calcul a valorilor erorilor de orientare a centrelor celor doua suprafete cilindrice exterioare se vor face urmatoarele substituiri:
d1min = d2min , (6)
d1 = d2 , (7)
d1max = d2max , (8)
D1min = D2min , (9)
D1 = D2 , (10)
D1max = D2max , (11)
Unghiurile prismei se aleg constructive egale:
a1) Determinarea valorilor erorilor de orientare a eclisei interioare la orientarea
dupa doua suprafete cilindrice exterioare.
Se cunosc urmatoarele date:
- d1min = d2min = 47,49 , (mm)
- d1max = d2max = 48,11 , (mm
- Amin = 50,772 , (mm)
- Amax = 50,828 , (mm)
Se aleg constructive:
- d1 = d2 = 48,00 , (mm)
- A = 50,80 , (mm)
Pentru unghiurile prismei se considera urmatoarele valori:
= 300 ; 450 ; 600 ; 750 .
Introducand in programul de calcul, valorile de mai sus, in cazul orientarii eclisei interioare dupa doua suprafete cilindrice exterioare fata de un plan fix sub actiunea unui impingator mobil (prisma mobila), cu suprafata de orientare sub forma de prisma, se obtin rezultatele din figura 14.
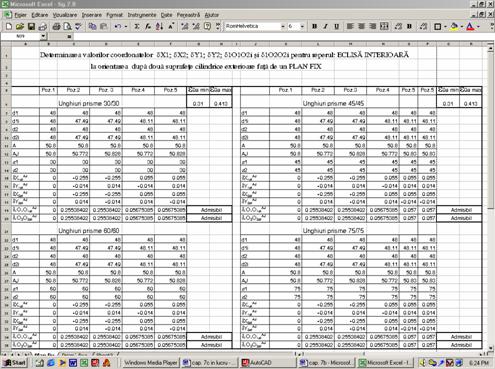
Fig. 14. Imaginea ferestrei de lucru a calculatorului pentru calculul valorilor erorilor de orientare a eclisei
interioare dupa doua suprafete cilindrice exterioare fata de un plan fix.
Procedand similar, in cazul orientarii eclisei interioare dupa doua suprafete cilindrice exterioare fata de o prisma fixa sub actiunea unui impingator, cu suprafata de orientare plana, se obtin rezultatele din figura 15.
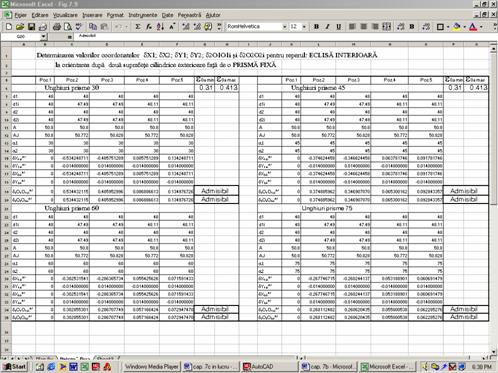
Fig. 15. Imaginea ferestrei de lucru a calculatorului pentru calculul valorilor erorilor de orientare a eclisei
interioare dupa doua suprafete cilindrice exterioare fata de o prisma fixa.
a2) Determinarea valorilor erorilor de orientare a eclisei interioare la orientarea
dupa doua suprafete cilindrice interioare.
Se cunosc urmatoarele date:
D1min = D2min = 20,35, (mm)
D1 = D2 = 20,38, (mm)
D1max = D2max = 20,415, (mm)
Amin = 50,772 , (mm)
Amax = 50,828 , (mm)
A = L = 50,80 , (mm)
Asa cum s-a prezentat la capitolul 4, pentru diametrele dornurilor de orientare se poate scrie:
d c2max = D2min , (mm)
![]() , (mm)
, (mm)
Rezulta:
dc2max = 20,35 , (mm)
dc1max = 20,25 , (mm)
Pentru diametrul dornului de orientare dc1 se considera urmatoarele valori:
dc1 = 20,00; 20,10; 20,20 si 20,25, (mm)
Introducand in programul de calcul valorile de mai sus, in cazul orientarii eclisei interioare dupa doua suprafete cilindrice interioare fata de doua dornuri de orientare, se obtin rezultatele din figura 1
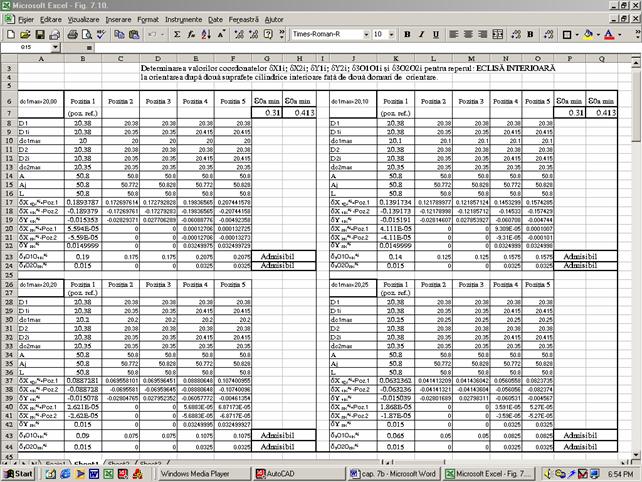
Fig. 1 Imaginea ferestrei de lucru a calculatorului pentru calculul valorilor erorilor de orientare a eclisei
interioare dupa doua suprafete cilindrice interioare fata de doua dornuri de orientare.
b) Bucsa 32A (2").
b1 ) Determinarea valorilor erorilor de orientare a bucselor la orientarea
dupa suprafata cilindrica exterioara.
Pentru realizarea ansamblului "Zala interioara", asa cum s-a aratat mai sus, este necesar sa se faca alimentarea dispozitivului de asamblare simultan cu doua bucse.
Se cunosc urmatoarele date:
- dmin= 20,479, (mm)
- d = 20,489 , (mm)
- dmax= 20,500 , (mm)
Pentru unghiurile prismei se considera urmatoarele valori:
= 300; 450; 600 si 750.
Orientarea bucselor in dispozitivul de asamblare se poate face dupa suprafata cilindrica exterioara fata de un plan fix sau fata de o prisma fixa sub actiunea unui impingator mobil (prisma mobila) care se deplaseaza dupa directia axei OX.
Valorile erorilor de orientare ale bucsei la orientarea dupa suprafata cilindrica exterioara fata de un plan fix respective fata de o prisma fixa, calculate cu relatiile de la capitolul 3 sunt trecute in tabelele 20 si 21.
Tabel 20. Valorile erorilor de orientare ale bucsei la orientarea fata de un pla fix.
|
Pozitia extrema de orientare |
Valori (di) |
|
|
1O1O1i |
Eroarea de orientare admisibila |
Obs. |
||
|
0a min |
0a max |
|||||||
|
(mm) |
(mm) |
(mm) |
(mm) |
(mm) |
(mm) |
|||
|
P1 (d)=Pozitia de referinta |
|
|
|
|
|
|
Admisibil |
|
|
P2 (dmin) |
|
|
|
|
||||
|
P3 (dmax) |
|
|
|
|
||||
Tabel 21. Valorile erorilor de orientare ale bucsei la orientarea fata de o prisma fixa.
|
Pozitia extrema de orientare |
Valori (di) |
Unghiurile prismelor |
|
Yi |
2O1O1i |
Eroarea de orientare admisibila |
Obs. |
|
|
0a min |
0a max |
|
||||||
|
(mm) |
(grade) |
(mm) |
(mm) |
(mm) |
(mm) |
(mm) |
|
|
|
P1 (d)=Pozitia de referinta |
|
|
|
|
|
|
|
Admisibil |
|
|
||||||||
|
|
||||||||
|
|
||||||||
|
P2 (dmin) |
|
|
|
|
|
|||
|
|
-0,007o7 |
|
0,007o7 |
|||||
|
|
|
|
|
|||||
|
|
|
|
|
|||||
|
P3 (dmax) |
|
|
|
|
|
|||
|
|
|
|
|
|||||
|
|
|
|
|
|||||
|
|
|
|
|
|||||
b2 ) Determinarea valorilor erorilor de orientare a bucselor la orientarea
dupa suprafata cilindrica interioara.
Se cunosc urmatoarele date:
- Dmin = 14,38, (mm)
- D = 14,41 , (mm)
- Dmax = 14,45 , (mm)
- dc = Dmin =14,38, (mm)
Valorile erorilor de orientare ale bucsei la orientarea dupa suprafata cilindrica interioara fata de un dorn de orientare calculate cu relatiile de la capitolul 4 sunt trecute in tabelul 22
Tabel 22 Valorile erorilor de orientare ale bucsei la orientarea fata de un dorn.
|
Pozitia extrema de orientare |
(Di) |
dc |
|
|
3O1O1i |
Eroarea de orientare admisibila |
Obs. |
|
|
0a min |
0a max |
|
||||||
|
(mm) |
(mm) |
(mm) |
(mm) |
(mm) |
(mm) |
(mm) |
(mm) |
|
|
P1 (D) |
|
|
|
|
|
|
|
Admisibil |
|
P2 (Dmin) |
|
|
|
|
||||
|
P3 (Dmax) |
|
|
|
|
||||
c) Rola 32A (2").
c1) Determinarea valorilor erorilor de orientare a rolelor la orientarea
dupa suprafata cilindrica exterioara.
Pentru realizarea ansamblului Zala interioara, asa cum s-a aratat mai sus, este necesar sa se faca alimentarea dispozitivului de asamblare simultan cu doua role.
Se cunosc urmatoarele date:
- dmin= 28,528, (mm)
- d = 28,550 , (mm)
- dmax= 28,580 , (mm)
Pentru unghiurile prismei se considera urmatoarele valori:
= 300; 450; 600 si 750.
Orientarea rolelor in dispozitivul de asamblare se poate face dupa suprafata cilindrica exterioara fata de un plan fix sau fata de o prisma fixa sub actiunea unui impingator mobil (prisma mobila) care se deplaseaza dupa directia axei OX.
Valorile erorilor de orientare ale rolei la orientarea dupa suprafata cilindrica exterioara fata de un plan fix respective fata de o prisma fixa, calculate cu relatiile de la capitolul 3 sunt trecute in tabelele 23 si 24.
Tabel 23. Valorile erorilor de orientare ale rolei la orientarea fata de un pla fix.
|
Pozitia extrema de orientare |
Valori (di) |
|
|
1O1O1i |
Eroarea de orientare admisibila |
Obs. |
|
|
0a min |
0a max |
||||||
|
(mm) |
(mm) |
(mm) |
(mm) |
(mm) |
(mm) |
||
|
P1 (d) = Pozitia de referinta |
|
|
|
|
|
|
Admisibil |
|
P2 (dmin) |
|
|
|
|
|||
|
P3 (dmax) |
|
|
|
|
|||
Tabel 24. Valorile erorilor de orientare ale rolei la orientarea fata de o prisma fixa.
|
Pozitia extrema de orientare |
Valori (di) |
Unghiurile prismelor |
|
Yi |
2O1O1i |
Eroarea de orientare admisibila |
Obs. |
|
|
0a min |
0a max |
|||||||
|
(mm) |
(grade) |
(mm) |
(mm) |
(mm) |
(mm) |
(mm) |
||
|
P1 (d)=Pozitia de referinta |
|
|
|
|
|
|
|
Admisibil |
|
|
||||||||
|
|
||||||||
|
|
||||||||
|
P2 (dmin) |
|
|
|
|
|
|||
|
|
|
|
|
|||||
|
|
|
|
|
|||||
|
|
|
|
|
|||||
|
P3 (dmax) |
|
|
|
|
|
|||
|
|
|
|
|
|||||
|
|
|
|
|
|||||
|
|
|
|
|
|||||
c2 ) Determinarea valorilor erorilor de orientare a rolelor la orientarea
dupa suprafata cilindrica interioara.
Se cunosc urmatoarele date:
- Dmin = 20,66 , (mm)
- D = 20,75, (mm)
- Dmax =20,87, (mm)
- dc = Dmin =20,66 , (mm)
Valorile erorilor de orientare ale rolei la orientarea dupa suprafata cilindrica interioara fata de un dorn (cep de orientare) calculate cu relatiile de la capitolul 4 sunt trecute in tabelul 25
Tabel 25. Valorile erorilor de orientare ale bucsei la orientarea fata de un dorn.
|
Pozitia extrema de orientare |
Valori |
|
|
3O1O1i |
Eroarea de orientare admisibila |
Obs. |
||
|
(Di) |
dc |
0a min |
0a max |
|||||
|
(mm) |
(mm) |
(mm) |
(mm) |
(mm) |
(mm) |
(mm) |
||
|
P1 (D) |
|
|
|
|
|
|
|
Admisibil |
|
P2 (Dmin) |
|
|
|
|
||||
|
P3 (Dmax) |
|
|
|
|
||||
4. Adaptabilitatea produselor pentru asamblarea automata.
Asa cum s-a prezentat la capitolul 1 cresterea tot mai accentuata a nivelului de mecanizare si automatizare a proceselor de asamblare reclama o analiza temeinica a capabilitatii produsului ce urmeaza a fi asamblat de a se preta la acest nivel de automatizare, precum si a capabilitatii fabricatiei de a oferi montajului piese in limita tolerantelor prescrise.
Analizand global (in prisma celor aratate la capitolul 1) reperele componente ale ansamblului "ZAL| INTERIOAR|" in tabelul 26 sunt prezentate principalele concluzii referitoare la adaptabilitatea acestui produs pentru o asamblarea automata.
Tabel 2 Concluzii priviind adaptabilitatea produsului Zala interioara pentru asamblarea automata.
|
ADAPTABILITATEA (DISPONIBILITATEA) PRODUSELOR PENTRU ASAMBLAREA AUTOMAT| |
Tehnolo-gicitatea |
Factorii care inflenteaza adaptabilitatea produselor pentru o asamblare automata |
Formularea aprecierii |
Nivel de apreciere |
|
Pieselor |
Forma si stabilitatea suprafetei |
Piesa isi mentine forma in timpul procesului de asamblare |
|
|
|
Piesa se separa din gramada fara a se agata |
|
|||
|
Suprafetele piesei nu se deterioreaza in cursul procesului de asamblare |
|
|||
|
Posibilitatea orientarii pieselor |
Piese cu un plan transversal si o axa de simetrie |
|
||
|
Piese cu suprafete foarte bune pentru orientare la asamblare |
|
|||
|
Pozitionarea pieselor |
Piesa isi pastreaza pozitia orientata in timpul asamblarii |
|
||
|
Produselor |
Posibilitatea asamblarii successive a produselor |
Produsul se asambleaza prin asezarea succesiva a partilor componente |
|
|
|
Tehnologicitatea imbinarilor |
Produsul se asambleaza fara a fi necesare ajustari ale pieselor componente, dupa directia sus-jos, la asamblare se folosesc procedee avantajoase (imbinari prin elasticitate). |
|
||
|
Posibilitatea asamblarii automate tinand seama de precizia pieselor si subansamblelor. |
Produsele corespund pentru asamblarea automata, precizia pieselor se incadreaza in precizia utilajului |
|
Avand in vedere ca procesul tehnologic de fabricatie, asa cum a rezultat din datele prezentate mai sus, este stabil ca precizie si reglaj , nivelul ridicat de apreciere pentru fiecare reper, indeplinirea conditiilor impuse calitatii pieselor si in baza precizarilor de la capitolul 1 rezulta o valoare maxima a indicelui de tehnologicitate a produsului; in aceasta situatie se poate aprecia ca exista conditii optime pentru realizarea unei familii de masini pentru asamblarea zale interioare cu un nivel ridicat de automatizare si o productivitate ridicata, lucru confirmat in practica.
5. Realizarea unor familii de masini automate de asamblat zale.
Operatia de asamblare a produsului "Zala interioara" se realizeaza prin presarea simultana a celor doua bucse in alezajele din eclisa inferioara respective cea superioara.
Realizarea operatiilor de asamblare se face pe o masina automata de asamblare, prevazuta cu o masa rotativa cu indexare; pe platoul mesei rotative sunt amplasate dispozitivele de asamblare, iar pe partea laterala a batiului s-au montat posturile de alimentare cu piese, dispozitivele de control al existentei pieselor ce se asambleaza, posturile de presare si postul de evacuare ansamble montate.
Pentru realizarea masinilor automate de asamblat zale interioare s-au ales urmatoarele solutii constructive pentru sistemele de alimentare:
sistem de alimentare cu containere vibratoare;
sistem de alimentare cu culisa oscilanta;
sistem de alimentare cu platou rotativ si magazii de piese.
Principalele contributii aduse la realizarea masinilor automate de asamblat zale interioare vor fi prezentate in cele ce urmeaza.
Subansamblul de baza al acestei masini il constituie dispozitivul de asamblare realizat dupa o conceptie originala (BREVET 105596 prezentat in Anexa 4).
Solutia de principiu a dispozitivului de asamblare, care are la baza brevetul mentionat mai sus, este prezentata in figura 17.
Fig. 17. Solutia constructiva a dispozitivului de asamblare
Solutia constructiva a dispozitivului de asamblare permite orientarea univoca a pieselor pe parcursul intregului flux tehnologic incepand cu alimentarea automata cu piese din magaziile (buncarele) pentru piese din structura sistemelor de alimentare si terminand cu evacuarea ansamblelor montate in containere.
Astfel, pentru eclise s-a ales pentru prima orientare ca varianta sistemul de orientarea dupa cele doua suprafete cilindrice exterioare fata de un plan fix, impingatorul fiind o prisma mobila cu unghiurile egale, iar pentru orientarea a doua s-a ales ca varianta sistemul de orientare a eclisei dupa doua suprafete cilidrice interioare fata de doua dornuri (cepi) de orientare.
Pentru celelalte repere s-a ales ca varianta sistemul de orientarea dupa suprafata cilindrica interioara fata de un dorn (cep) de orientare; deoarece aceasta permite in primul rand o alimentare cu piese la o productivitate ridicata, iar erorile de orientare, asa cum s-a prezentat mai sus, au valorile mult mai mici in comparatie cu orientarea fata de un plan fix sau o prisma fixa.
Dispozitivul de samblat zale interioare se compune dintr-o placa de baza (1), coloane de ghidare (2), placa de presare (3), dornuri (cepi) de orientare (4), suport pentru ghidarea eclisei inferioare (5), support mobil pentru ghidarea eclisei superioare (6), placa de presare (7).
Pozitionarea dornurilor de orientare in fiecare post de lucru este realizata cu ajutorul suportului mobil (8) care culiseaza prin intermediul unei role (9) pe o cama spatiala (12) fixata pe batiul mesei rotative.
Avandu-se in vedere cursele mari ale dornurilor (cepilor) de orientare; curse necesare realizarii orientarii pieselor componente ale ansamblului zala interioare la fiecare post de lucru, pentru mentinere acestora in pozitia ridicat si in contact permanent cu suportul mobil (8) s-a utilizat un arc realizat in varinta "arc pneumatic". Mentinerea constanta a fortei in arcurile pneumatice in fiecare post de lucru se face cu ajutorul aerului comprimat trimis printr-un distribuitor rotativ la toate dispozitivele de asamblare amplasate pe platoul mesei rotative care actioneaza asupra pistonaselor (10) montate pe dornurile (cepii) de orientare (4).
Orientarea primara a ecliselor in dispozitivul de asamblare se realizeaza cu ajutorul suportului de ghidare (5) si respectiv suportul mobil (7) care realizeaza orientarea ecliselor dupa doua suprafete cilindrice exterioare fata de un plan fix.
Orientarea a doua a ecliselor se realizeaza dupa cele doua suprafete cilindrice interioare cu ajutorul dornurilor (cepilor) de orientare (4). Pentru eclisele superioare dornurile de orientare sunt montate pe capul de presare al presei; cap prevazut cu elemente de orintare fata de fiecare dispozitiv de asamblare care se afla in postul de presare.
Orientarea rolelor si a bucselor in dispozitivul de asamblare, asa cum s-a aratat mai sus, se realizeaza cu ajutorul dornurilor (cepilor) de orientare.
Asamblarea (presarea) finala a zalei interioare si realizarea cotei functionale (latimea peste eclise) se face prin presarea intregului ansamblu contra placi de presare (3) care in postul de presare este deplasata de catre o cama in pozitia de lucru dupa ce in prealabil cele doua dornuri de orientare (4) au fost retrase.
Fluxul tehnologic care a stat la baza realizarii unei familii de masini automate pentru asamblarea zalelor interioare (pentru fiecare tipodimensiune s-a executat cate o masina automata de asamblat) de la lanturile petroliere, masini prevazute cu urmatoarele posturi principale de lucru:
Solutia de principiu pentru orientarea pieselor in dispozitivul de asamblare, in fiecare post de lucru, conform fluxului tehnologic de asamblare a produsului 'zala interioara', este prezentate (sectiune prin planul de asamblare al pieselor) in figura 18.
Fig.18. Solutia de principiu pentru orientarea pieselor in dispozitivul de asamblare
In figura 19 sunt prezentate pozitiile ocupate de piesa si de dornurile (cepii) de orientare (4) in fiecare post de lucru, punandu-se in acelasi timp in evidenta si miscarile pe care le executa elementele active ale dispozitivului de asamblare in vederea asigurarii conditiilor optime pentru orientarea pieselor si in final asamblarea intregului produs.
Realizarea masinilor automate de asamblat zale interioare conform fluxului tehnologic se poate face in doua variante care au la baza aceeasi solutie constructiva a dispozitivului de asamblare.
Optiunea pentru cele doua variante constructive ale masinile automate de asamblat s-a facut mai mult din considerente pur comerciale, astfel pentru productia la export s-a solicitat ca zalele sa fie astfel asamblate in asa fel incat sa prezinte inscriptionarea codului numai pe partea exterioara a zalei, lucru care pentru productia la intern nu este necesar, iar aceasta operatie executata in plus conduce la costuri suplimentare.
Fig. 19. Pozitiile ocupate de elementele dispozitivului de asamblare pentru
orientarea pieselor in posturile de lucru
Pentru realizarea productiei beneficiarul a executat, in functie de tipodimensiunile de zale solicitate, mai multe exemplare din aceeasi masina automata de asamblare.
Pentru realizarea masinilor care satisfac aceste cerinte s-au ales solutiile constructive prezentate in tabelul 27.
Tabelul 27 Solutii constructive adoptate la realizarea masinilor de asamblat zale interioare.
|
Nr. crt. |
Denumirea subansamblului |
Varianta constructiva |
|
|
Varianta 1 (zale pentru uz intern) |
Varianta 2 (zale pentru export) |
||
|
|
Masa rotativa cu indexare |
Actionare cu motoreductor |
Actionare pneumatica |
|
|
Post de alimentare cu eclisa inferioara |
Sistem de alimentare cu container vibrator |
Sistem de alimentare cu magazine pentru piese cu indexare si culisa oscilanta |
|
|
Post de alimentare cu role |
Sistem de alimentare cu container vibrator |
Sistem de alimentare cu container vibrator |
|
|
Post de alimentare cu bucse |
Sistem de alimentare cu culisa oscilanta |
Sistem de alimentare cu container vibrator |
|
|
Post control prezenta piese |
Sistem de control cu palpatori |
Sistem de control cu palpatori |
|
|
Post de presare (preasamblare) |
Nu |
Presa hidraulica |
|
|
Post de alimentare cu eclisa superioara |
Sistem de alimentare cu container vibrator |
Sistem de alimentare cu magazine pentru piese cu indexare si culisa oscilanta |
|
|
Post de presare finala |
Presa hidraulica |
Presa hidraulica |
|
|
Post de evacuare |
Sistem de evacuare cu culisa oscilanta |
Sistem de evacuare cu culisa oscilanta |
|
|
Instalatie hidraulica |
Da |
Da |
|
|
Instalatie electrica de automatizare |
Da |
Da |
|
|
Instalatie pneumatica |
Da |
Da |
Schemele privind amplasarea posturilor de lucru pentru realizarea masiniilor automate de asamblat zale interioare si fotografii ale acestora in cele doua variante constructive sunt prezentate in figurile 20 si 21 (varianta 1) si in figurile 22 si 23 (varianta 2).
Fig. 20. Amplasarea posturilor de lucru pe masina automata de asamblat zale interioare (Varianta 1).
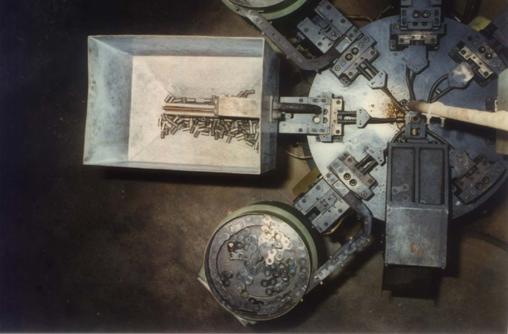
Fig. 21. Masina automata de asamblat zale (Varianta 1).
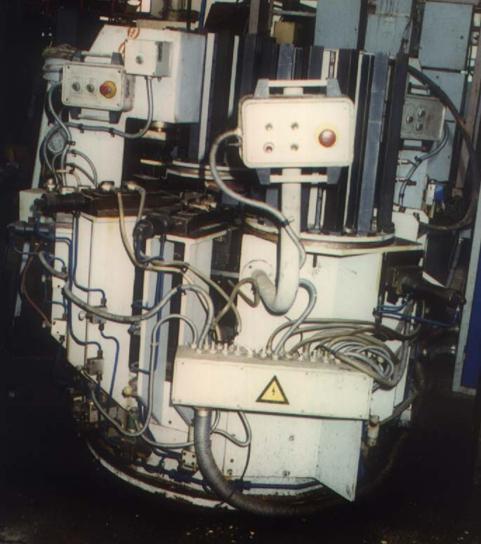
Fig. 22. Masina automata de asamblat zale (Varianta 2).
Fig. 23. Amplasarea posturilor de lucru pe masina automata de asamblat zale interioare (Varianta 2).
Principalele solutiile constructive, ale sistemelor de alimentare cu piese utilizate la liniile (masinile) automatele de asamblare care pot fi utilizate la realizarea unor masinii automate de asamblat zale au fost prezentate ca solutii de principiu la capitolul 2 (sisteme de alimentare cu efect vibrator electromagnetic, sisteme de alimentare cu efect vibrator electromecanic, sisteme de alimentare din vrac cu culisa oscilanta, sisteme de alimentare cu magazii de piese, etc.). Deasemenea, au mai fost prezentate sistemele de orientare primara si secundara a pieselor in procesele de asamblare (sisteme de orientare a bucselor lungi, sisteme de orientare a bucselor scurte, sisteme de orientare a pieselor plate, etc.) si s-au trecut in evidenta aspectele legate de dimensionarea principalelor elemente componente ale intregului sistem de alimentare inclusive dimensionarea jgheaburilor de legatura.
Gradul de automatizare si productivitatea ridicata a masinilor automate de asamblat zale interioare a putut fi atins datorita preciziei ridicate de executie a tuturor reperelor componente ale produsului "Zala interioara" cat si a solutiilor constructive alese pentru dispozitivul de asamblare si pentru masini.
Astfel, in functie de varianta de masini automate de asamblat care au fost executate, de tipodimensiunile de zale, etc., s-a obtinut o productivitate cuprinsa intre 640 . 1420 ansamble/ora; cu precizarea ca valorile minime au fost obtinute la tipodimensiunile mari, iar cele maxime la tipodimensiunile mici.
Prin amplasarea grupata a masinilor automate de asamblat zale s-a putut asigura deservirea mai multor masini de catre acelasi operator (alimentarea cu piese a buncarelor, evacuarea ansamblelor, etc.).
Pentru alimentarea cu piese a posturilor de asamblare in functie de tipul pieselor care participa in procesul de asamblare a zalelor si de varianta constructiva aleasa pentru fiecare tip de masina automata de asamblat s-au preferat urmatoarele solutii de sisteme de alimentare:
a) Sisteme de alimentare cu containere vibratoare.
Aceste sisteme (schitele din figura 20 pozitiile 2 si 7, figura 23 pozitiile 3 si 4 si vederile din figurile 21 si 22) sunt alcatuit din urmatoarele subansamble principale:
container vibrator prevazut cu sistem de orientare a pieselor;
mecanism de alimentare cu prisma mobila;
dispozitiv de asamblare;
jgheab de legatura.
Actionarea vibratorului se face electric, iar cantitatea de piese trimise spre dispozitivul de asamblare este corelata cu tactul de lucru al masinii prin mentinerea frecventei de lucru a vibratorului in domeniul stabilit cu ajutorul unui montaj electronic.
Toate piesele care pleaca din containerul vibrator catre dispozitivul de alimentare au aceeasi pozitie (orientare) datorita unui mecanism de selectare si orientare montat pe cuva containerului vibrator; pozitie care in majoritatea cazurilor este dictata de fluxul tehnologic. Aceasta orientare este cunoscuta in literature de specialitate sub denumirea simpla de prima orientare. Trebuie precizat, insa, ca aceasta pozitia de iesire a pieselor din containerul vibrator nu este obligatoriu sa coincida cu pozitia ocupata de piesa in dispozitivul de asamblare deoarece pe traseul de alimentare, in functie de structura (gabaritul masinii de asamblare), se pot introduce alte mecanisme care sa faca o noua orientare a pieselor. Aceasta noua orientare a pieselor este cunoscuta sub denumirea de orientare secundara (a doua orientare).
Legatura dintre sistemele de alimentare si dispozitivul de asamblare, asa cum s-a precizat mai sus, este realizata cu ajutorul jgheaburilor de legatura iar transferul pieselor bucata cu bucata din jgheaburile de legatura catre dispozitivul de asamblare se face cu ajutorul unui mecanism cu culisa oscilanta.
Actionarea mecanismului de alimentare cu culisa oscilanta se face cu ajutorul unei parghii articulate care primeste miscarea de la axul principal al mesei rotative prin intermediul unei axe de iesire pe care se afla o cama spatiala. Profilul camei spatiale este astfel determinat incat sa asigure alimentarea dispozitivului de asamblare cu piese in corelatie cu miscarea intermitenta a mesei rotative si numai in secventa in care masa rotativa se afla in pozitia indexata.
Miscarea culisei oscilante de la mecanismul de alimentare poate fi primita de la una din axele de iesire de la masa rotativa atunci cand aceasta este prevazuta cu actionare mecanica (figura 20), iar reductorul este prevazut cu mai multe axe de iesire, sau miscarea culisei oscilante mai poate fi realizata cu ajutorul unui cilindru actionat pneumatic sau hidraulic (figura 21).
Mecanismul de alimentare cu culisa oscilanta are rolul de alimentare a dispozitivului de asamblare cu cate o piesa care se afla in pozitia de asamblare ceruta de fluxul tehnologic.
Legatura intre containarul vibrator si mecanismul de alimentare cu prisma mobila este realizata cu ajutorul unui jgheab care joaca si rolul unei magazii intermediare pentru piesele care asteapta sa fie introduse in dispozitivul de asamblare.
b) Sisteme de alimentare cu culisa oscilanta.
Aceste sisteme de alimentare (figurile 20 si 23 pozitiile 3 si 4) se compun din urmatoarele subansamble principale:
mecanism de alimentare cu culisa oscilanta;
mecanism de alimentare cu prisma mobila;
jgheaburi de legatura.
Mecanismul de alimentare cu culisa oscilanta se compune dintr-un buncar pentru piese, un mecanism pentru selectare si alimentare cu piese in pozitia orientata ceruta de fluxul de asamblare.
Mecanismul de alimentare este alcatuit in principal dintr-o culisa oscilanta avand la partea superioara o constructie (profil) care permite realizarea unei prime orientari a pieselor; poate selecta, orienta si trimite in pozitia ceruta la asamblare, catre dispozitivul de asamblare prin intermediul a doua jgheaburi de legatura simultan cate doua piese necesare realizarii ansamblului zala interioara.
Reglarea numarului curselor culisei oscilante (implicit cantitatea de piese cu care este alimentat dispozitivul de asamblare) se realizeaza prin modificarea vitezei de deplasare a cilindrului hidraulic.
Jgheaburile de legatura intre subansamblele componente ale sistemelor de alimentare amplasate pe masina automata de asamblat zale interioare joaca si rolul unor magazine acumulatoare de piese care au un scop bine definit si anume acela de a impiedica intreruperea ciclului automat de asamblare in cazul in care pentru o perioada foarte scurta de timp alimentarea nu poate fi realizata conform tactului de lucru al masinii. Din aceste considerente trbuie sa se acorde o mare atentie la dimensionarea acestor jgheaburi de legatura tinand cont de rezerva tampon minima necesara asigurarii unei functionari fara intreruperi a masinii automate de asamblare.
c) Sisteme de alimentare cu platou rotativ si magazii de piese.
Aceste sisteme de alimentare (figurile 22; 23 pozitiile 2 si 7; 23 si figura 24) se compun dintr-un platou rotativ antrenat in miscarea de rotatie (necesara realizarii indexarilor la terminarea pieselor din fiecare magazia care se aflata in pozitia de alimentare) cu ajutorul unui cilindru pneumatic si a unui mecanism cu clichet.
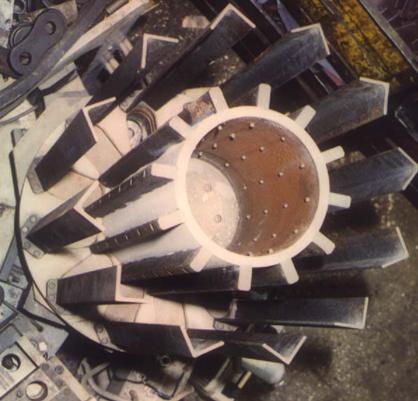
Fig. 24. Sistemul de alimentare cu platou rotativ si magazii de piese.
Platoul rotativ este prevazut cu magazii pentru piese, la terminarea pieselor dintr-o magazie platoul se indexeaza automat pana cand o noua magazie plina cu piese ajunge in pozitia de preluare a pieselor in vederea alimentarii. De la platoul rotativ piesele sunt trimise catre dispozitivul de asamblare cu ajutorul unui mecanism cu culisa oscilanta actionata pneumatic.
Pe platoul rotativ piesele sunt alimentate in pozitia de asamblare (pentru varianta zalelor la export aceasta pozitie este dictata de amplasarea suprafetei laterale a eclise pe care este inscriptionat codul zalei catre exteriorul zalei) de catre operator cu ajutorul unor magazii (cartuse) de piese care se incarca separate de catre operator, sau pot fi incarcate automat daca aceste cartuse sunt intercalate direct la masinile pentru inscriptionarea zalelor. O alta solutie de selectare a pieselor in functie de suprafata inscriptionata poate fi realizata prin intercalarea la intrarea in sistemul de alimentare a unui mecanism suplimentar de selectare, mecanism prevazut de obicei cu cititori optici pentru pozitia corecta a piesei si elemente de selectare care trimit direct in buncar piesele care nu au pozitia corecta de asamblare, dar lasa sa treaca mai departe piesele alimentate in pozitie corecta.
Solutii constructive pentru elementele de orientare a pieselor.
In exploatare, unele elemente componente ale sistemului de alimentare cu piese, datorita miscarii relative dintre reperele in contact, iar in cazul elementelor folosite pentru orientare si a contactelor repetate ale acestora cu piesele ce se alimenteaza se sunt supuse fenomenului de uzura.
Uzura, in special a elementelor de orientare a pieselor are consecinte mari asupra preciziei de orientare a pieselor; din aceste considerente se impune inca din faza de proiectare sa se adopte solutii constructive care sa permita reconditionarea pieselor in zonele cu uzura mare.
Suprafetele active ale prismelor, care datorita contactului repetat cu piesele ce se alimenteaza, se uzeaza mai repede in comparatie cu suprafetele de ghidare in cazul pieselor mobile ale dispozitivului, inca din faza de proiectare trebuie sa fie realizate in asa fel incat sa poata fi reconditionate usor. O solutie tehnica de imbunatatire a rezistentei la uzura a suprafetelor de orientare a prismelor consta in "placarea" acestora cu piese realizate din materiale cu caracteristici ridicate la uzura.
In figura 25 sunt prezentate schematic solutii de placare a suprafetelor de orientare ale prismelor sau a suprafetelor de contact ale pieselor cu suprafata plana in cazul orientarii pieselor fata de un plan, solutii care pot fi aplicate in cazul aplicatiilor descrise mai sus.
Fig.25. Solutii constructive.
Placile de uzura sunt executate din materiale cu rezistenta ridicata la uzura si sunt usor de realizat.
Pentru fixarea placilor de uzura in locasurile practicate in reperelor care sunt supuse la uzura sunt cunoscute mai multe solutii, dintre care amintim urmatoarele:
fixarea cu suruburi;
fixarea prin sudare;
fixarea cu adezivi ("metale lichide").
Fixarea placilor de uzura cu ajutorul suruburilor este solutia des utilizata si in acelasi timp este cea mai veche, dar cel mai des utilizata.
Avantajul utilizarii acestei metode consta in faptul ca aceasta este cunoscuta de majoritatea personalului de intretinere din industrie, nu implica costuri ridicate, este usor de realizat, etc.
Dezavantajul utilizarii acestei solutii constructive il constituie faptul ca in timpul exploatarii dispozitivelor, din cauza socurilor (vibratiilor) date de piesele care intra in contact in timpul alimentarii cu piese a dispozitivelor, se poate produce slabirea suruburilor de strangere a placilor de uzura ceeace va conduce la modificarea geometriei elementelor de orientare a pieselor si implicit introduce erori de orientare.
Un alt dezavantaj il constituie si faptul ca aceasta solutie este mai greu de aplicat in cazul pieselor de dimensiuni mici sau foarte mici.
Fixarea placilor de uzura prin sudare se aplica in special la piesele de dimensiuni relativ reduse.
Avantajul acestei solutii il constituie faptul ca nu este necesar sa se practice o prelucrare precisa a locasurilor din corpul reperului ce se reconditioneaza si in al doilea rand placile de uzura au o executie simpla.
Dezavantajul metodei il constituie faptul ca prin incalzire atat piesa de baza cat si placile de uzura datorita efectului termic isi modifica caracteristicele (duritatea, dimensiunile, forma, etc.).
Fixarea placilor de uzura cu adezivi ("metale lichide") este o solutie relativ noua care incepe sa fie folosita din ce in ce mai mult si in tara noastra.
In cazul reconditioneaza reperelor supuse la uzura prin aceasta metoda costurile totale sunt mai scazute comparativ cu celelalte metode, aceasta datorita urmatorilor factori:
prelucrarea locasurilor din reperele supuse la placare se poate face cu mare usurinta, nu necesita prelucrari pregatitoare de precizie si pot fi executate pe masini unelte universale existente la fiecare beneficiar;
pot fi reconditionate si acele repere care initial au fost executate dintr-o bucata. In acest caz datorita duritatii mari a pieselor se impune alegerea adecvata a solutiilor de executie a locasurilor pentru placile de uzura (prelucrarea cu scule cu placute armate cu carburi metalice, ceramice, etc, sau acolo unde este cazul prin procedee neconventionale);
executia placilor de uzura este foarte simpla si in cele mai multe situatii acestea au o forma paralelipipedica.
Avantajul acestei metode il constituie faptul ca poate fi aplicata si de personal cu calificare medie.
Un alt avantaj il constituie faptul ca executia locasurilor pentru placile de uzura nu este pretentioasa, se poate aplica pentru orice cuplu de materiale (cu alegerea adecvata a adezivului de fixare).
Fixarea placilor de uzura cu ajutorul adezivilor ("metalelor lichide") se executa la temperatura ambianta, aceasta solutie nu introduce deformatii sau tensiuni interne in piesele care se reconditioneaza; aceasta constituind unul din avantajele principale care fac ca metoda sa fie din ce in ce mai mult utilizata. Dupa fixarea placilor de uzura cu ajutorul adezivilor ("metalelor lichide") se poate trece la prelucrarea finala a suprafetelor active ale pieselor la dimensiunile cerute; aceste prelucrari se executa cu masini unelte universale cu precadere masini de rectificat.
Prin utilizarea unor "metale lichide" cu caracteristici la uzura ridicate, in unele cazuri, pot fi inlocuite placile de uzura prin realizarea acestora din aceste "metale lichide" adecvate si prelucrarea acestora, dupa polimerizare, la cotele finale.
Dezavantajul utilizarii acestei metode il costituie faptul ca adezivii utilizati la fixarea placilor de uzura au termen de garantie relativ mic (in medie 1-2 ani.
Aceste "metale lichide" in marea lor majoritate sunt bicomponente si acopera o gama larga de utilizari. Indepartarea placilor de uzura care au fost fixate initial cu adezivi se face printr-o incalzire a pieselor (cca. 2000C) dupa care se face indepartarea placilor si curatirea locasului de eventualele urme de adeziv dupa care se poate executa o noua placare cu placi de uzura noi.
In vederea introducerii comode a pieselor pe bolturi, portiunea de angajare (capul boltului) se executa tesita la 300 sau rotunjita. Din practica s-a desprins ca bolturile cu portiunea de angajare rotunjita sunt mai comode in exploatare decat cele cu portiunea de angajare tesita
|
|